

Első céges gyárlátogatásom az Ipar 4.0 buzzword köré fűződött egy budapesti „mintagyárban”. Ez a vállalat a gyártás mellett egyben jó példával is szolgál a feltörekvő cégek számára. Ennek kapcsán mutatták be megoldásaikat egy, körülbelül háromórás kiselőadás és körbevezetés során.
Íme, így működnek már a magyar fővárosban is az ipar jövőbe mutató megoldásai…
A lokációt szemmel láthatóan jó nagy alapterületű gyárak csarnokai töltik meg. Bár a tömegközlekedést tízperces, GPS-es gyaloglással kombinálva viszonylag könnyen megközelíthető a helyszín, azért az autó használata erősen javallott. A portán és recepción túljutva az emeleti tárgyalóban, az U-alakban elhelyezett tárgyalóasztalok mögött megtekinthetőek a mérőeszközökkel felszerelt, asztalszerű szerelőpadok, mindenféle kapcsolóval, monitorral, oldalt fémdobozokra erősített villanymotorokkal és szelepekkel, a sarokban 3D-nyomtatónak tűnő objektumok és egy-két jól felismerhető kompresszor.
A kezdetben fafeldolgozásra, majd pneumatikára szakosodott cég láthatóan nagyon komolyan veszi a gyártást. Magyarországon a második legnagyobb európai gyárkapacitással rendelkeznek, ezen belül gyártás és gyártmányfejlesztés, terméktervezés, logisztika és értékesítés is zajlik itt. A gyártás mellett ez a gyártóközpont egyben kompetenciaközpontként is szolgál, úgy tűnik, elég komolyan veszik az oktatást is, ami persze el is várható egy közel 100 milliós beruházástól.
Optimalizált folyamatok
A cég az úgynevezett „pull” gyártási filozófiát igyekszik követni, amely nagyvonalakban annyit tesz, hogy a középpontba az ügyfél és annak egyedi igényei kerülnek. Így a megrendeléstől a gyártáson át a kiszállításig minden ezek köré szerveződik, így a teljes értékáram húzza magával a termelést. Mindez a megrendelési variabilitás növekedésének a következménye, ahol a gyárnak egy 30 ezres cikkszámú katalógusból történő, havi szinten 70 ezres nagyságrendű megrendelést átlagosan három rendelési mennyiséggel kell tudni kielégíteni úgy, hogy a megrendeléstől számított 24 órán belül már szállítás alatt kell lennie a legyártott terméknek.
Emellett a cég törekszik arra is, hogy a lehető legkevesebb komponens, legyártott termék, alapanyag legyen raktáron, ezzel csökkentve a tárolási költségeket. Ennek szellemében nincs is késztermékraktár és az alapanyagraktár is minimális. Az egyes gyártási folyamatokat analizálják, és folyamatoptimalizációval igyekeznek
- minimalizálni a fölösleges fázisokat,
- csökkenteni a szükséges, de nem értékteremtő lépéseket (ilyen például a ragasztás szárítási ideje),
- és persze maximalizálni az értékteremtő szakaszokat.
Informatika a fejlődés szolgálatában
A cég folyamatosan vizsgálja annak lehetőségét, hogyan lehet a mindennapi informatikát beépíteni a gyártási folyamatokba, ezáltal egyszerűsítve és optimalizálva annak lépéseit. Itt jön képbe a mobilitás, a gyártási adatokból származó információk ügyfélrendszerekbe történő integrálása. Ilyen például az automatikus rendelés a folyamatos feltöltéshez a minimum- és maximumszintek biztosításával, ha valamely fontos alapanyag éppen kifogyóban van.
Bár a manuális lépések – például a 12 hetes termeléstervezés – még az egyes folyamatok részeit képezik, a meglevő folyamatokból származó információk visszacsatolása már nagyon sok szinten beépült a gyár mindennapi életébe. Szinte mindenről valós időben tájékoztatást kapnak a felelősök; real time ismerik a készletinformációkat és a megrendelések állapotát, illetve azonnal értesülnek a meghibásodásokról is. Ahol csak lehetséges, ezt segítő módszereket (Lean, Kanban stb.) alkalmaznak.
Gyakorlatias technológiahasználat
Mivel a gyártócsarnokban folyamatos az erős háttérzaj, nagyon jól jött a fülre erősíthető rádióvevő, melyen keresztül narráció kísérte a körbevezetést. A csoportot az előadó vezette, miközben egy másik személy hátulról biztosította, hogy senki se „kalózkodhasson” az üzemi területen. Elsőként a minőségellenőrző állomást tekinthettük meg, majd megismertünk egy teljesen automatizált magasraktárat, ahol az egyes alkatrészeket, illetve a beszerzés során beszállított alapanyagokat tárolják. Ehhez persze automatikus kiszolgálás párosul.
Láthattuk a fémalkatrészeket megmunkáló CNC-eszközöket is; majd a fröccsöntő gépeket is, melyek apró, mérgező granulátumokból változatos műanyagformákat állítanak elő. Megnéztünk, hogyan munkálkodnak a mérnökcsapatok, amelyek az egyes munkafolyamatok optimalizálásán, illetve a gyártóeszközök fejlesztésén szorgoskodtak.
Külön részleg foglalkozott az egyes munkafolyamatok lehetséges fejlesztéseivel (Continuous Improvement). Megtudtuk, hogy ha valakinek a gyártási folyamatok javítására irányuló ötlete támad, ennek megvalósíthatóságát a gyárban használt eszközökön helyben kipróbálhatják és lemérhetik a hasznosságát, vagy akár nagyobb méretű projekt is indulhat a hatékonyság lehetséges növelésének kivizsgálására.
A második emeleti összeszerelő részlegen a magasraktár ismét nagy szerepet kapott. Láthattuk, hogy a csomagolás és szállítás során a raktárban dolgozók okoskesztyűk segítségével végzik a munkájukat. Utunkat az oktatóhelyiséggel zártuk, ahol – előre meghatározott példadarabok legyártásán keresztül – minden új alkalmazott elsajátíthatta a gyártás alapjait és megismerheti a gyártósorok működését. A cég láthatóan nagy hangsúlyt fektet az oktatási folyamat lerövidítésére; elhangzott, hogy az átlagos betanítási időt sikerült három hónapról három hétre redukálniuk.
Modulokban gondolkodnak
A gyárlátogatás során különösen tetszett, hogy a cégnél modulokban gondolkodnak. A legkisebb egységeket is igyekeznek vonalkódokkal azonosítani, hogy a megrendelőhöz jutva a gyártási és tesztelési információk azonnal elérhetővé váljanak nem csak a kész alkatrészekre, hanem azok egyes moduljaira vonatkozóan is. A gyakorlatban mindez az jelenti, hogy egy kompletten legyártott levegőelőkészítő bármely komponenséről már a gyártás megkezdésétől kezdve gyártói adatok érhetők el a megrendelők számára online.
A legtöbb helyen a termelésáram iránya optimalizált, a gyártócsarnokokat már eleve eszerint rendezték be. A karbantartók számára a nagy távolságok leküzdése céljából motorkerékpárok állnak rendelkezésre, így minimalizálva a leállási időket, melyeket az esetlegesen elromlott gépek kihasználatlan állapotban töltenek. Az operátorok munkája visszakövethető, vonalkóddal ellenőrizhető, és ahol lehet, ott a gyártási folyamat önmagát is ellenőrzi. Egy-egy univerzálisabb összeszerelő gépbe például csak a megrendeléshez tartozó présgépek illeszthetők be, minden más esetben az operátor figyelmeztetést kap. A berendezések jelentős része képes az autonóm karbantartásra akár egyetlen operátor közreműködésével is.
Szabványokhoz igazított innováció
Az infrastruktúrát főként belső fejlesztésű rendszerek alkotják, melyeket integráltak a cég cloud alapú megoldásaihoz. A gyártás folyamatát támogató eszközöket szigorúan az ipari szabványok követésével alakították ki (pl. OPC UA).
Ezzel kapcsolatban megtudtuk, hogy az ipari folyamatoknál csakis vezetékes jeltovábbítás engedélyezett, kivételt csupán a kevésbé kritikus csomagoló és szállító részlegek jelentenek, ahol WiFi-alapú megoldásokkal is találkozhattunk. A megrendeléseket egyébként prediktív becslés alapján teljesítik a valós idejű számokkal kalkulálva; ez főként a drága és nehezen tárolható alkatrészek esetében fontos.
Ipar: Adatok és optimalizáció
Adatokkal foglalkozó mérnökként érdekes volt számomra, hogy nem gyűjtenek minden apró szenzorból adatokat csak azért, hogy majd később analizálják azokat. Csakis azokat az eseményeket, státuszinformációkat tárolják, amelyekről azt gondolják, hogy optimalizációs lehetőséget rejtenek magukban. Felmerül azonban a kérdés, hogy honnan lehetnek biztosak benne, hogy ezzel a megközelítéssel nem szűrnek-e ki rejtett optimalizációs lehetőségeket.
A távlati célok és aktuális problémák terén – saját bevallásuk szerint – nem biztos, hogy a további optimalizáció lenne a legfontosabb cél (bár ennek ellenére felvásároltak egy mesterséges intelligenciával foglalkozó céget), ehelyett inkább egyszerű kapacitásnövelést kellene kivitelezni, emiatt épült egyébként új gyártócsarnok is a közelben. Igazi optimalizációt az jelentene, ha a terméktervezésbe a gyártási folyamatot is bevonnák.
A cég igyekszik új irányokat megnyitni a virtuális valóság gyártási folyamatokra történő kiterjesztésével; ez kifejezetten hasznos lehet például a veszélyes termékek gyártása során. Kutatóközpontjuk vizsgálja a bionikus eszközök fejlesztését és alkalmazhatóságát is, elsősorban az önszerveződés ipari célú felhasználása céljából.
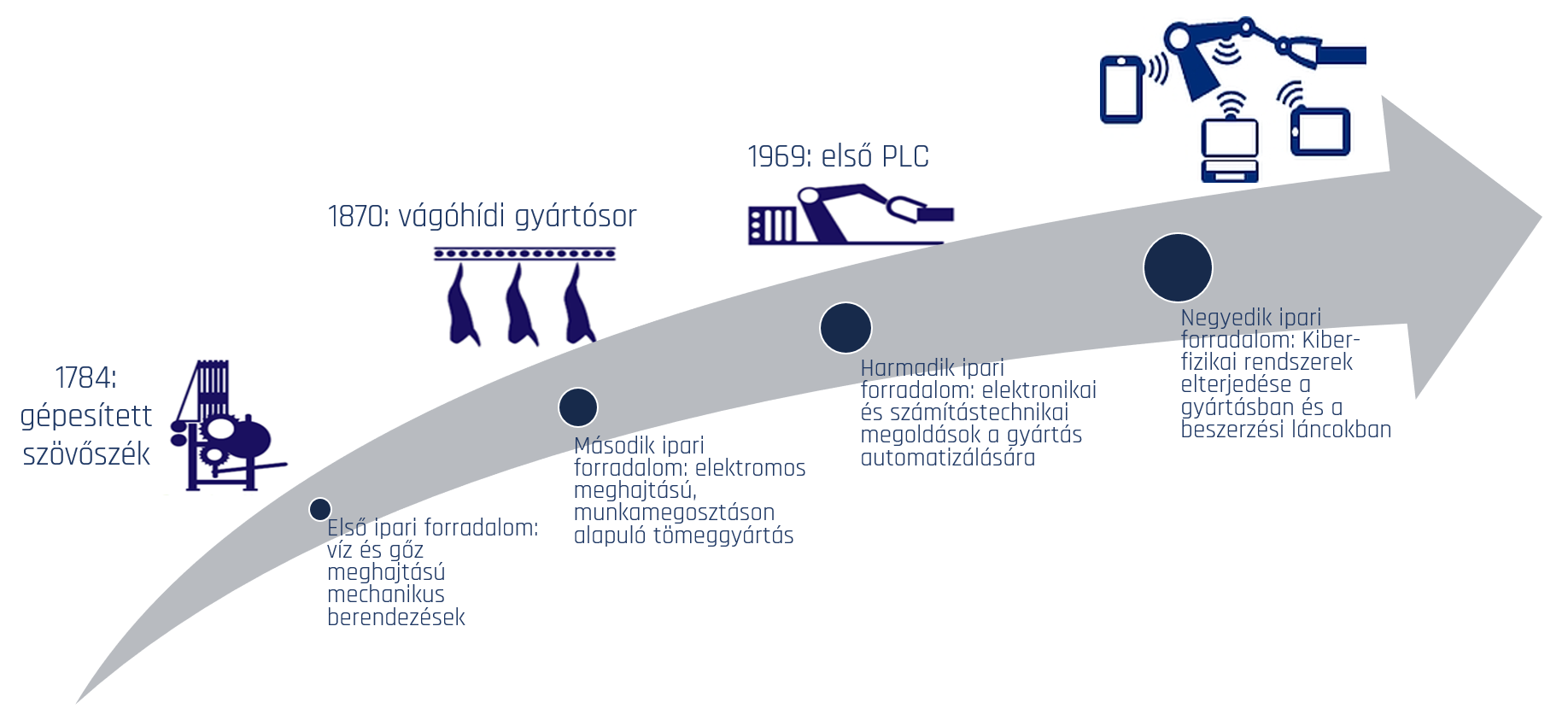
A koncepcióból látszik, hogy az Ipar 4.0 nem egyenlő a teljeskörű automatizáltsággal (persze, hiszen automatizációt alkalmaztak már a ’70-es években is); viszont az jelentős előfeltétele a jelenlegi megoldásoknak és a jövőbeli fejlesztési irányoknak. A különböző típusú visszacsatolások beépítése a folyamatokba azonban jelentős mértékű megtakarításhoz és egyben piaci előnyhöz is juttathatja azokat a cégeket, amelyek képesek ezt megérteni és ügyesen kihasználni. A teljesen adatalapú megközelítések használata azonban még az önmagukat Ipar 4.0 kategóriába soroló cégeknél is váratnak magukra. Ha ez egyszer teljesen megvalósul, már nemcsak a gyártási folyamatokból, hanem magából a legyártott termékekből is visszacsatolást kaphatnak a gyártók. Az sem kizárt azonban, hogy a saját beszállítóik előrejelzései alapján automatikus módszerekkel is optimalizálhatják a rendelési költségeiket.
Ha az ipar kevésbé vonzó, tekintsd meg milyen egyéb adatokkal kapcsolatos cikkeinket:
https://datandroll.hu/2020/02/12/adatelemzes-trend-bizni-az-adatokban/
datandroll.hu/2020/03/16/megjosoljuk-hogy-megjosoljak-facebook-prophet/
Nézz körbe a Big Data szolgáltatásaink között:
https://thebigdataplatform.hu/big-data-uzleti-megoldasok/
Ha érdekel a cégünk, csapatunk, esetleg csatlakoznál, látogass el a főoldalunkra: